In October of 1997, Andy Green drove his Thrust SSC car on a one mile track in the Black Rock Desert to set the current official world land-speed record of 763 miles per hour. In June of 2017, Lewis Hamilton reached a top speed of 197 miles per hour in winning the Canadian Grand Prix Formula One World Championship in Montreal. Using simple math, you might conclude that Green and his Thrust SSC could have easily won in Montreal since he reached a top speed almost four times as fast as Hamilton, right? Obviously, it’s not that simple. Where Green had a short, straight line track, Hamilton had to negotiate a dozen turns each of his 70 trips around the circuit.
You may be wondering: but what does it have to do with waterjet cutting? EVERYTHING.
For years, waterjet manufacturers have been using raw cutting speed defined in inches cut per minute as a measure to compare different machines. Traditionally, a waterjet that cuts 700 inches per minute was considered superior to one that cut 500 inches per minute. But there’s rarely been a mention about how long it takes to get to that top speed. In real world applications, most shops rarely have the need to cut 700 inches in a straight line – like Andy Green’s straight-ahead track. Most waterjet machines need to cut shapes which require constant starting and stopping to navigate multiple curves and corners – like Hamilton in his Grand Prix race.
What’s the difference between acceleration and speed?
When it comes to waterjet cutting, speed is typically defined as the maximum amount of distance that the machine can travel over a given period. While it is true that such a measurement provides you with the raw speed of the machine, what’s more important, as we saw in our car racing analogy, is how quickly a machine can reach that top speed.
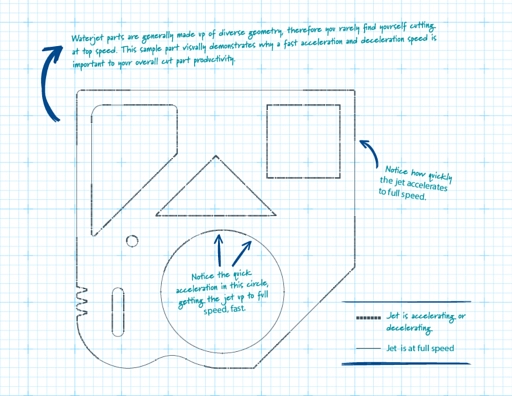
There’s no question that you should consider machine speed when choosing a waterjet, but keep in mind that not every project will involve a four-foot long straight cut. In fact, in the typical job shop, very few of your cuts will fit that description. Most will involve navigating the geometry of going into and coming out of corners and curves. This means the machine will be continually starting and stopping throughout the process. That’s where acceleration becomes more important than raw speed.
Acceleration in waterjet cutting is defined as the change in speed over a period of time – how quickly the machine can go from a sitting stop to full speed then back down to a full stop. It is accurate that a machine touted as cutting 700 inches per minute can move at that rate. While cutting with an abrasive waterjet, however, the machine will rarely – if ever – cut at 700 inches per minute. In the end, the top speed number is of very little value when comparing the effectiveness of various waterjet machines.
A much more relevant number is the acceleration rate. In the automotive industry, the common acceleration metric is the time it takes to get from 0 to 60 mph. In waterjet cutting, the metric most often used is the gravity or g-rating. The typical g-rating range for most waterjet machines today is 0.02g to 0.05g. Some of the more advanced machines, like those from Flow Waterjet, operate at a 0.1 g-rate – nearly two to four times faster acceleration than typical waterjet systems. Acceleration is crucial in a job shop where most cuts require the waterjet to constantly accelerate and decelerate as it hits tight radius turns or in the case of square cut, nearly comes to a complete stop. The cutting head is moving between those low and maximum speeds around the part where acceleration and deceleration can make the most time-saving impact.
The benefits of faster acceleration
The primary goal of any shop is to reduce the time it takes to cut a part with a waterjet machine which results in a lower cost per part. Faster acceleration helps you get parts on and off the machine quicker and increases your productivity. It also boosts the number of parts your machine can cut in a day.
Faster, more efficient cutting also decreases the use of consumables, further reducing the overall cost of your machine. That efficiency reduces your cost per part and makes you more competitive in your market.
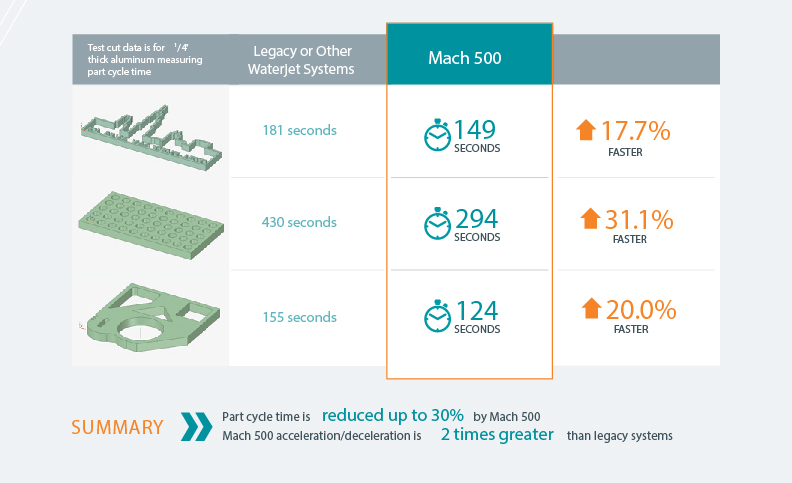
In comparisons to other waterjet machines, Flow’s Mach 500 and Mach 700 were able to decrease cutting time by an average of almost 20 percent.That means 20 percent less water, abrasive, and other consumables. With intricate parts where the machine needs to stop and start more frequently, the savings are even greater. You can take advantage of this increased productivity by passing on the savings to your customers and winning more business, or let it drop to the bottom line to increase your profit margin. In the end, the top maximum speed and the rate of acceleration determine how quickly you can cut a part. Since most of your projects do not involve long, straight cuts, acceleration becomes the most important part of that equation.